

This LSI is an axis motor control local LSI with interpolation function for the Motionnet system. On receiving a command from the center LSI (G9001A), it can output high-speed pulses to drive stepper motors and servomotors. Using a variety of speed patterns, including constant speed, linear acceleration/deceleration, and S-curve acceleration/deceleration, this LSI affords control of various actions including continuous feeding, positioning, origin return operations, linear interpolation, and circular interpolation. Using communications, the system allows you to check operation status and output interrupt request signals with various conditions. If all LSIs connected to the center LSI are the G9103Cs, the system can be constructed to control up to 64 axes while saving wiring. This system for G9103C has high degree of compatibility with G9003, a conventional local LSI for single axis control without interpolation function. Therefore, G9103C can be mounted on a board for G9003 and operated by software for G9003. (There may be the case that software change is needed.)
Features of G9003
★Communications
-Maximum communication rate is 20 Mbps. The system can control up to 64 axes. If a communication is disconnected, the G9103C can stop outputting command pulses and reset general-purpose output terminals.
★Maximum output pulse rate : 6.66 Mpps
★Power supply
-Single power supply voltage: +3.3V.
-G9103C can interface with TTL-ICs because input terminals are 5 V tolerant.
★Interrupt request signal output
-An interrupt request signal can be output from the center LSI by various causes.
★ Speed override
-Feed speed can be changed in the middle of any feed operation.
★Pre-register function
-The pre-register for operation data is built in (one layer). During operation, the center LSI can send a next operation data and G9103C can continue the next operation after the current operation completes. The comparator 3 also has a pre-register function.
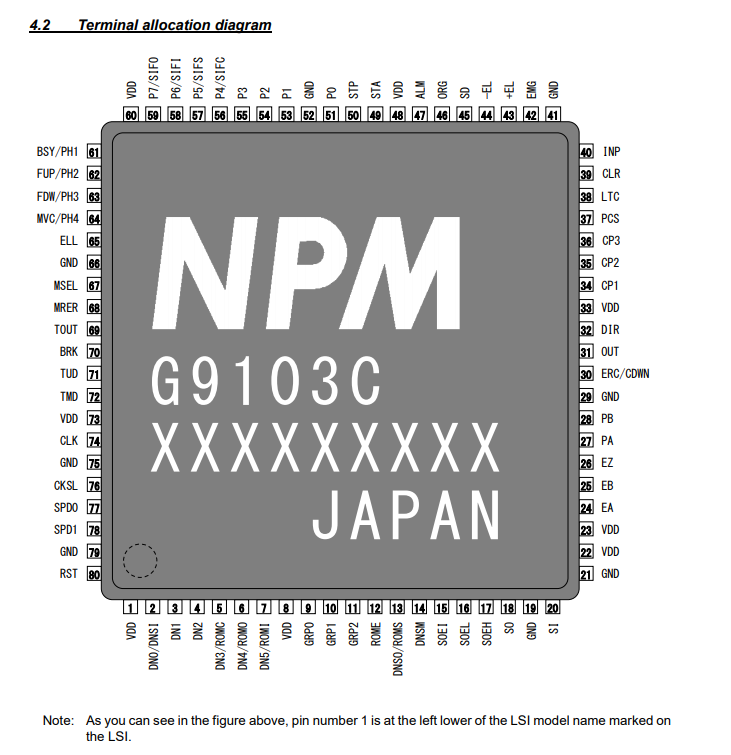
External Dimensions
If you want to know more details for G9103C Series, please click the "Details" button.
You can downlond the manual of PDF version.